備有限公司")


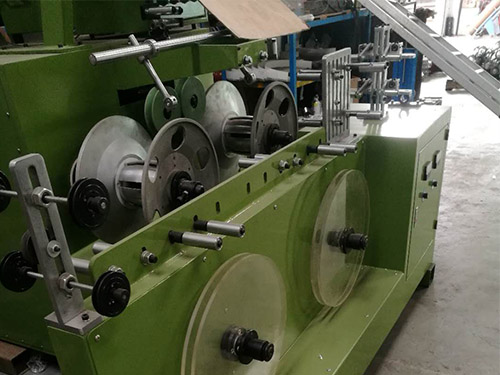
成纜機就是用于成纜的設(shè)備,也就是把絕緣線芯絞合在一起,并加以填充、繞包的設(shè)備,適用于各種截面的多芯橡套電纜、塑力電纜、交聯(lián)電纜、電話電纜、控制電纜的成纜、裝鎧之用。今天,北興小編就帶您詳細了解成纜機的安裝和操作要。
成纜機的安裝:
1、應(yīng)參基礎(chǔ)圖尺寸,做好地基和地腳螺絲予留孔,待基礎(chǔ)凝固后方可安裝。
2、確定地基上兩個標準點,用墨斗彈出一根墨線,引出機器中心線,然后按照圖紙尺寸與位置,把主機齒輪箱、支承座、絞籠、紙包頭、鋼包頭、牽引輪等部件按總圖依序排列好。
3、同時在墨線的兩端架起兩個一米高的標桿,拉緊一根細線使其通過空心軸在同一軸心線上。
4、安裝主機齒輪箱、絞籠、繞包頭、鋼帶頭、萬向聯(lián)軸器、27級變速箱。
成纜機的操作要點:
一、開機前準備
1、首先檢查機器所有旋轉(zhuǎn)部分的潤滑情況,變速手柄位置是否到位,機器所有部分是否正常,絞籠翻轉(zhuǎn)是否靈活,回扭插銷安放是否正確,搖籃螺栓是否擰緊,一切安全裝置是否良好,檢查妥當(dāng)后先以慢速運轉(zhuǎn)。
2、按待生產(chǎn)的產(chǎn)品規(guī)格準備好絕緣線芯,填充材料,繞包帶,鋼帶等材料,材料質(zhì)量應(yīng)符合工藝要求。
3、根據(jù)產(chǎn)品工藝要求,把要求絞制的電纜線芯吊裝到框架上,并選定使用回扭或不退扭絞制,然后把線芯從線盤上引到分線盤前端,經(jīng)人工絞頭后穿過線模座,借助一根牽引纜繩,把電纜頭引出,此時開動機器慢速運轉(zhuǎn),使引出的電纜有足夠長度,在牽引輪上繞下幾道后,再次啟動機器,經(jīng)過一定時間的運轉(zhuǎn),絞制的電纜好可纏繞到線盤上去。
二、開機
1、開機前關(guān)好安全網(wǎng),然后啟動電源按響電鈴?fù)ㄖF(xiàn)場人員離開危險地區(qū)。
2、啟動收線力矩電機,使電纜有一定張力,然后啟動絞籠,先慢速運轉(zhuǎn),檢查待制電纜節(jié)距和直徑符合工藝要求后,將絞線穿過排線架引入收線盤側(cè)板的孔中,即可正常生產(chǎn)。換規(guī)格時,檢查成纜、繞包、鎧裝的節(jié)距,成纜與繞包的方向及外表質(zhì)量。
3、成纜過程中,適當(dāng)選配壓模,要求選配的壓模對絕緣線芯不造成損傷,并能得到合理的成纜外徑。圓形電纜采用退扭或不退扭方式成纜,成纜間隙采用玻纖繩填充,填充材料接頭處應(yīng)分成小股間隔一定距離打結(jié),避免外徑局部粗大。成纜纜芯外繞包一層中堿帶,繞包應(yīng)緊密、不脫殼,包帶接頭處平滑、圓整。成纜線芯接頭處不得超過成纜外徑,接頭處作出明顯標志。
4、鎧裝時,適當(dāng)選配模具、鋼帶繞包緊密且緊貼內(nèi)襯層。鋼帶采用兩層間隙繞包,其間隙不小于帶寬的1/3,上下兩層鋼帶不能重合,其上下兩層邊緣塔蓋部分不得小于帶寬的15%,兩個鋼帶的張力均勻一致。鋼帶應(yīng)有凸起的用木棒敲打平齊,鋼帶接頭用點焊機焊接,要求焊點連續(xù)。電纜絕緣線芯接頭處,應(yīng)作出明顯標記。
三、停機
1、停機時各開關(guān)回到起始位置,并切斷電源。
2、絕緣線芯,成纜的纜芯,繞包層及鎧裝層不受潮,不沾油污。避免碰傷破損。
3、在同一個線盤上不允許卷繞不同規(guī)格的電纜,每盤成纜的電纜最外層與側(cè)板邊緣距離不小于50mm,完工的每盤電纜線操作者應(yīng)進行自檢,合格后,掛上工序流轉(zhuǎn)卡,然后交下道工序。
四、注意事項
1、開機后任何人不得進入禁區(qū)更換線盤時,必須先拉閘斷電,再換線盤,以防電器失靈生產(chǎn)完畢后,必須先斷電后離現(xiàn)場。
2、修理時應(yīng)先斷電,待車停穩(wěn)后方可進入現(xiàn)場,切不可邊生產(chǎn)邊修理,修理期間電器部分應(yīng)有專人看管或鎖死電閘箱,以防意外。